

Product center
产品中心

环形弹簧的制造工艺流程
产品详情:
1设计与规划性能需求分析
根据应用场景的需求,确定摩擦弹簧所需的性能指标,如承载能力、弹性系数、阻尼特性、工作行程等。这些指标将指导后续的材料选择和工艺参数设定。 
结构设计:设计摩擦弹簧的具体结构,包括内外环的尺寸、形状、厚度,弹簧的圈数、高度等。同时,要考虑弹簧的装配的方式和与其他部件的配合尺寸。

D1—弹簧的内径 D2—弹簧的外径H0—弹簧的自由高度δ0—弹簧外圆环之间的轴向间距
β—弹簧圆环的圆锥半角 δ—弹簧受载荷后外圆环的轴向间距 H—弹簧受载荷后的高度
2材料准备材料选择
根据设计要求,选择合适的材料。一般来说,摩擦弹簧常用的材料有弹簧钢等,这些材料需要具有较高的弹性模量、良好的耐久性强度和合适的摩擦系数。

2.1材料检验
对采购的原材料进行严格的检验,确保其化学成分、物理性能等指标符合要求。例如,检查材料的硬度、抗拉强度、韧性等,以及是否存在裂纹、夹杂物等缺陷。
2.2材料预处理
如果需要,对原材料进行预处理,如清洗、除锈、去油等,以保证材料表面的清洁度,提高后续加工过程中的结合力和质量。
3机械加工内外环加工
使用高精度的加工设备,如数控机床等,对内外环进行加工。首先,将原材料切割成所需的尺寸,然后通过车削、铣削等工艺,加工出内外环的形状和尺寸,保证其精度和表面质量。加工过程中,要严格控制尺寸公差和形位公差,确保内外环的配合精度。

4弹簧柱加工
根据设计的弹簧圈数和高度,将加工好的内外环进行组装,形成弹簧柱。组装过程中,需要保证内外环之间的间隙均匀,并且要采取适当的固定措施,才不会在后续加工过程中发生位移。

5热处理
5.1淬火:
对加工好的摩擦弹簧进行淬火处理,以提高其硬度和强度。淬火温度、保温时间和冷却速度等工艺参数需要根据材料的特性和弹簧的具体要求进行精确控制。例如,对于某些弹簧钢材料,淬火温度可能在 800℃-1000℃之间,保温时间根据弹簧的尺寸和形状而定,冷却速度则要尽可能快,以获得良好的淬火效果。

环形弹簧常用弹簧钢加热和冷却时的临界点(单位:℃ )
钢种 | 钢号 | Ac1 | Ac2 | Ar1 | Ar3 | M3 |
硅锰弹簧钢 | 60Si2MnA | 755 | 810 | 700 | 770 | 260 |
铬钒钢 | 50CrVA | 740 | 810 | 688 | 746 | 300 |
5.2回火:
淬火后的摩擦弹簧需要进行回火处理,以消除淬火应力,提高其韧性和稳定性。回火温度一般低于淬火温度,保温时间也相对较短。通过回火处理,可以使摩擦弹簧的性能更加稳定,延长其使用寿命。

6表面处理去毛刺:
对摩擦弹簧的表面进行去毛刺处理,减少加工过程中产生的毛刺和尖锐边缘,以免影响弹簧的装配和使用性能。可以采用机械打磨、化学腐蚀等方法去除毛刺。
7防腐处理:
根据使用环境的要求,对摩擦弹簧进行防腐处理。例如,在潮湿或腐蚀性环境中使用的弹簧,可以采用电镀、喷涂等方法,在弹簧表面形成一层防腐涂层,保护弹簧不受腐蚀。

8质量检测尺寸检测:
使用量具,如卡尺、千分尺、三坐标测量仪等,对摩擦弹簧的尺寸进行检测,确保其尺寸符合设计要求。检测的项目包括内外环的直径、厚度、弹簧的圈数、高度、间隙等。
9性能测试:
对摩擦弹簧的性能进行测试,如承载能力、弹性系数、阻尼特性、耐久性等。可以采用测试设备,模拟实际的工作条件,对弹簧进行加载、卸载、振动等测试,以检验其性能是否满足要求。
10包装:
对检测合格的摩擦弹簧进行包装,以保护弹簧在运输和储存过程中不受损坏。包装材料可以选择塑料薄膜、纸盒、木箱等,根据弹簧的尺寸和重量进行选择。

11储存:
将包装好的摩擦弹簧储存在干燥、通风、无腐蚀性气体的环境中,避免阳光直射和高温环境。同时,要按照不同的规格和型号进行分类储存,以便于管理和使用。
-
 踏板感模拟器用碟簧踏板感模拟器用碟簧
踏板感模拟器用碟簧踏板感模拟器用碟簧 -
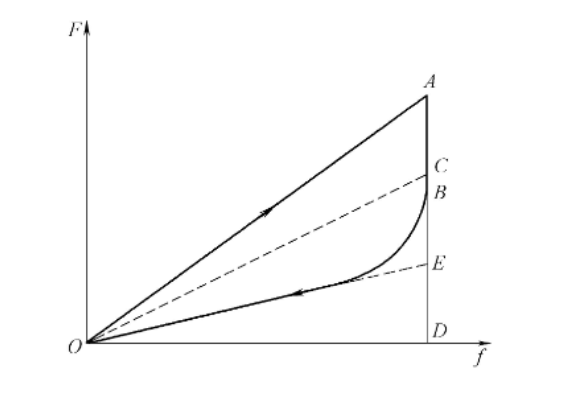
 为何环形弹簧拥有强大的缓冲减震储能能力为何环形弹簧拥有强大的缓冲减震储能能力
为何环形弹簧拥有强大的缓冲减震储能能力为何环形弹簧拥有强大的缓冲减震储能能力 -
环形弹簧的制造工艺流程环形弹簧的制造工艺流程
-
 铍青铜碟形弹簧铍青铜碟形弹簧
铍青铜碟形弹簧铍青铜碟形弹簧 -
 DIN6797-碟形垫圈DIN6797-碟形垫圈
DIN6797-碟形垫圈DIN6797-碟形垫圈 -
 阀门用碟形弹簧阀门用碟形弹簧
阀门用碟形弹簧阀门用碟形弹簧 -
 耐腐蚀蝶形弹簧耐腐蚀蝶形弹簧
耐腐蚀蝶形弹簧耐腐蚀蝶形弹簧 -
 GBT1972-国标碟形弹簧GBT1972-国标碟形弹簧
GBT1972-国标碟形弹簧GBT1972-国标碟形弹簧 -
 齿面碟形防松垫圈齿面碟形防松垫圈
齿面碟形防松垫圈齿面碟形防松垫圈 -
 DIN2093-德标碟形弹簧DIN2093-德标碟形弹簧
DIN2093-德标碟形弹簧DIN2093-德标碟形弹簧 -
 耐高温碟形弹簧耐高温碟形弹簧
耐高温碟形弹簧耐高温碟形弹簧 -
 线形弹簧线形弹簧
线形弹簧线形弹簧 -
 圆线波簧圆线波簧
圆线波簧圆线波簧 -
 缓冲吸震环形弹簧缓冲吸震环形弹簧
缓冲吸震环形弹簧缓冲吸震环形弹簧 -
 模具用环形弹簧组模具用环形弹簧组
模具用环形弹簧组模具用环形弹簧组 -
 环形弹簧环形弹簧
环形弹簧环形弹簧 -
 环形弹簧环形弹簧
环形弹簧环形弹簧 -
 环形弹簧环形弹簧
环形弹簧环形弹簧 -
 环形弹簧环形弹簧
环形弹簧环形弹簧 -
 环形弹簧环形弹簧
环形弹簧环形弹簧 -
 环形弹簧环形弹簧
环形弹簧环形弹簧 -
 环形弹簧环形弹簧
环形弹簧环形弹簧 -
 建筑减震环形弹簧建筑减震环形弹簧
建筑减震环形弹簧建筑减震环形弹簧 -
 多层交叠波形弹簧多层交叠波形弹簧
多层交叠波形弹簧多层交叠波形弹簧 -
 带支撑圈多层波簧带支撑圈多层波簧
带支撑圈多层波簧带支撑圈多层波簧 -
 单层波簧单层波簧
单层波簧单层波簧 -
 多层叠合波簧多层叠合波簧
多层叠合波簧多层叠合波簧
有限公司")
有限公司")