

News center
弹簧科普
【概要描述】弹簧在工作时材料截面的应力分布是不均匀的,最大应力都出现在材料的表面,弹簧若发生疲劳断裂,其疲劳源亦大都起源于材料的表面,尤其是材料表面的缺陷部位,它往往是首先
【概要描述】弹簧在工作时材料截面的应力分布是不均匀的,最大应力都出现在材料的表面,弹簧若发生疲劳断裂,其疲劳源亦大都起源于材料的表面,尤其是材料表面的缺陷部位,它往往是首先
弹簧在工作时材料截面的应力分布是不均匀的,最大应力都出现在材料的表面,弹簧若发生疲劳断裂,其疲劳源亦大都起源于材料的表面,尤其是材料表面的缺陷部位,它往往是首先形成疲劳源的位置。故材料表面质量对弹簧的工作寿命影响很大。弹簧材料的质量标准中对表面质量均有规定和要求。但为确保弹簧质量,在投料前应对原材料的表面进行复检。

(1)弹簧钢丝表面常见缺陷
钢丝表面常见缺陷有下列数种。
1)裂纹
主要是材料制造过程中造成的,裂纹沿拉拔方向延伸,深度可从百分之几毫米到1mm 以上,呈纵向分布。有裂纹的材料不能用来制造弹簧。
2)鳞皮
材料坯料的氧化皮或杂质清除不良造成的,用手触摸可感觉到材料表面粗糙不平,有时尖刺会刺入手指,轻微的鳞皮用手触摸时可能不被发现,但卷成弹簧后会发现弹簧表面有起皮或起皱的现象,鳞皮现象严重的材料不能用来制造弹簧,局部有鳞皮的卷成弹簧后要予以剔除,轻微的可以通过抛丸消除,有局部鳞皮现象的材料,可以考虑制造不重要的弹簧。
3)划痕和拉丝
主要是拉拔时模具的孔不光洁或润滑不良引起的,卷簧时滚轮、导丝板、顶杆等工具表面粗糙也会在弹簧的表面形成拉丝。原材料的拉丝一般沿拉拔方向分布。对划痕和拉丝深度不超过钢丝规定公差的可以制造要求不高的受静载荷的弹簧,不宜用来制造疲劳性能要求高的弹簧,如气门弹簧、柱塞弹簧等。
4)凹坑
大多是杂质或氧化皮在钢丝拉拔时附着在钢丝的表面,以后又脱落形成凹坑,局部有凹坑的材料,卷成弹簧后应剔除其中表面有凹坑的弹簧。凹坑分布面很广的材料,则不宜用来制造弹簧。
5)锈蚀
造成锈蚀的原因一是材料出厂前防锈不良,另一种可能是保管不当所造成的,锈蚀轻微的材料,经砂纸轻轻打磨能去除。没有形成明显腐蚀坑的可以考虑使用,已造成腐蚀坑的则不宜用来制造弹簧。
6)发纹
也称发裂,深度较浅,严重的发裂,目视可以观察到材料的表面有发状的细丝,用手去拉发状细丝可以撕下,有发纹的材料不宜用来制造弹簧。
7)竹节
这种钢丝用手触摸可以明显地感到粗细不均,似竹节,这种弊病大都是在拉丝过程中造成的,以较细的钢丝为多见。有竹节的钢丝影响卷簧的工艺性能,造成卷簧时内外径控制不稳,影响弹簧负荷。因此对内外径和负荷要求较高的弹簧,不能使用带有竹节的钢丝,对内外径要求不高,而又无负荷要求的弹簧则可以考虑使用。
(2)弹簧材料表面缺陷的检查
碳素弹簧钢丝和重要用途碳素弹簧钢丝的表面质量规定应作逐盘检查,检验方法是将材料表面的防锈油用软布揩干净后目视观察,必要时用不大于10倍的放大镜检查,允许有深度不超过钢丝直径公差之半的个别小拉痕及润滑涂层。琴钢丝中G组表面拉痕允许深度不得超过0.02mm,钢丝直径不大于2mm 时,拉痕允许深度不得超过0.01mm。供航空工业用琴钢丝,当直径小于3.5mm 时,其表面拉痕的允许深度不得超过0.01mm,当直径大于3.5mm 时,其表面拉痕的允许深度不得超过0.02mm。
除目视检查外,直径1mm 以上的钢丝应进行盐酸腐蚀试验,经酸浸试验后的钢丝表面不得有裂纹、折叠等缺陷。酸浸试验的抽样数量规定10%,不少于三盘,取样部位为原材料的端头,酸浸试验方法是将试样置于沸腾的30%盐酸水溶液中。浸置时间:直径不大于2.6mm 的钢丝约5min;大于2.6mm 的钢丝为 10min。
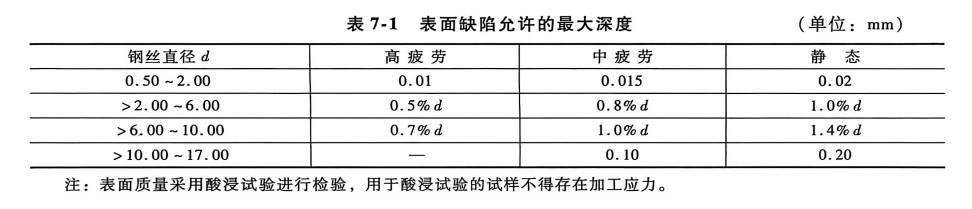
油淬火回火弹簧钢丝的表面应光滑,不应有对钢丝使用可能产生有害影响的划伤、裂纹、锈蚀、折叠、结疤等缺陷;允许有最大深度不超过表7-1规定深度的缺陷。
有限公司")
有限公司")